努力打造中國數控機床(chuáng)行業品牌
![]() 台灣(wān)原廠技術
台灣(wān)原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398
歡(huān)迎(yíng)光臨江蘇蜜桃视频數控科技有限公司官方網站(zhàn)!
努力打造中國數控機床(chuáng)行業品牌
![]() 台灣(wān)原廠技術
台灣(wān)原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398

聯係人:陳總
手機: 13515154398
傳真: 0523-80931188
網址:http://www.cznc.net
地址:泰州薑堰華港鎮(zhèn)龍溪工業園區

立式銑(xǐ)床立銑頭中,主要易損件有主軸、主軸套簡及套筒體孔。這些(xiē)零件,在不發生(shēng)嚴重磨損以致失效的情況下一(yī)般都可做(zuò)-定的修複後繼續使用。 各磨損件修(xiū)複方(fāng)法如下(xià):主(zhǔ)軸的修(xiū)複(fù): XA5032立式銑床的銑頭的主軸結構與XA6132臥式(shì)銑床銑頭主軸結構基本-致,加工中(zhōng)心加工廠家 其修複方法可參照進行。套簡體孔的修複:套筒體孔(kǒng)的磨損會導致(zhì)孔的(de)圓度、圓柱度誤(wù)差增(zēng)加,表麵粗糙度變差(chà)。由(yóu)於在(zài)正常(cháng)使用(yòng)下,不會產生嚴重的磨損,定製加工中心加工故-般隻需 要通過(guò)研磨修複(fù),即可恢複(fù)精度。但在修複之前需要單獨做一套研磨棒以供研磨時使用。

那麽,如(rú)何校正數控係統銑床導軌的精度不穩定嗎?1.必須考慮修補層本身的機械強度和導軌的實際工作環境(jìng)。正在修理不同標準、不同性能、不同使用環境的數控銑床應選擇合適的焊接和粘貼材(cái)料、加工中心加工廠(chǎng)家先進的校(xiào)正方法和新工藝。2.需要考慮所選擇的校正(zhèng)過程是否會影響導軌的精度和力學性能。如果受到溫度的影響,定製加工中心加工會不會引起導(dǎo)軌的變形?會改變導軌的機械強度和表麵硬度。3.必須考慮所選擇的(de)校正過程對導軌材料的適應性。例如鑄鐵材料的導軌一般不采用鑄鐵堆焊,因為鑄鐵的焊接性差,裂紋、氣孔等缺陷容易產生,不(bú)適合加工。
立式加工中(zhōng)心工件裝夾、定位方便(biàn);刃(rèn)具運(yùn)動軌跡易觀察,調試程序檢(jiǎn)查(chá)測量方便(biàn),立式加工中心采購,可及時發現問題,加工中心加工廠家進行停機處理或修(xiū)改;冷卻條(tiáo)件(jiàn)易建立,立式(shì)加工中心,切削液能直接到達刀(dāo)具和加工(gōng)表麵;三個坐(zuò)標軸與笛卡兒坐(zuò)標係吻合,定(dìng)製加工中心加工(gōng)感覺直觀與圖樣視角一致,切屑易排除和掉落(luò),避免劃傷加工過的表麵。餘應的加工(gōng)中心相比,結構簡單,謬較小,價格較低。

程序設計(jì)有絕對程序設計和相對程序設(shè)計。定製加工中(zhōng)心加工相對編(biān)程是指以每一直線段的起點作為加工輪廓(kuò)曲線(xiàn)的坐(zuò)標原點所(suǒ)確定的坐標係。也(yě)就是說,相對規劃的坐標原點經常發生變(biàn)化,當位移連(lián)續時,不可避免地會出現累積誤差。絕對編程是在整(zhěng)個加(jiā)工過程中,有相對統(tǒng)一的基準點,即坐標原點,所以累積誤差小於相對(duì)編程。當NC車削工件時,加工中心加工廠家工件的徑向尺寸精度一(yī)般高於軸向尺寸。因此,在編程時,最好對徑向尺寸采用絕(jué)對編程。考慮到加工和編程的方便性,軸尺寸通常采用相對編程,但對於(yú)軸的重要尺寸,絕對編程(chéng)比較好。
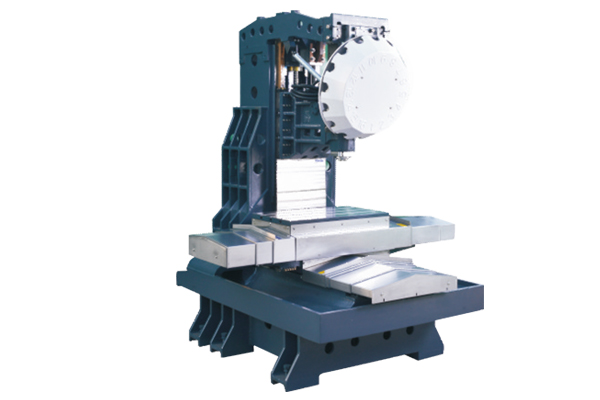
數控臥式加工中心的導軌采用款包容(róng)窄導向的設計原則,導軌淬火磨削,硬(yìng)度可達hrc52以上,與其相(xiàng)配的導軌麵貼塑,並采用間歇集中潤滑,機床運動平穩,精度保持性好。定製加工中心加工數控轉台為連續分度,采用德國進口INA平板式推(tuī)力向心球軸(zhóu)承,以保證良好的傳動剛(gāng)性與優化(huà)的減震(zhèn)性(xìng)能,加工中心加工廠家極大的改善了傳動係統的動態剛性,可實現15m/min快速移動速度。

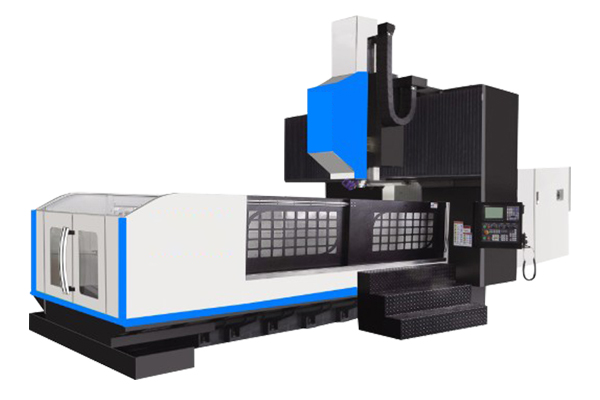
門加工中心")

加工")