努力打(dǎ)造(zào)中國數(shù)控機床行業(yè)品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398
努力打(dǎ)造(zào)中國數(shù)控機床行業(yè)品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398

聯係人:陳總
手機(jī): 13515154398
傳(chuán)真: 0523-80931188
網址:http://www.cznc.net
地址:泰州薑堰華港鎮龍溪工(gōng)業園區

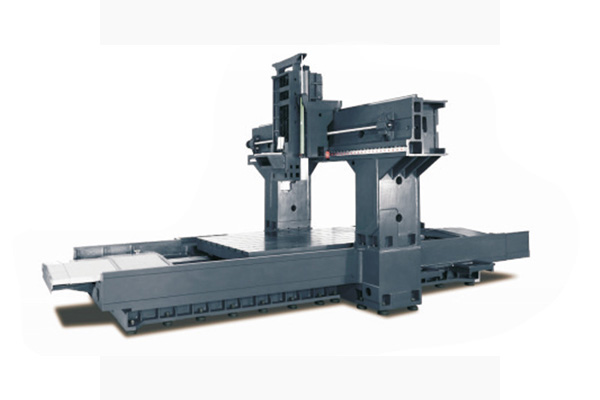
龍門加(jiā)工中心絲杠振動的原因有可能是係統(tǒng)的電參數錯(cuò)誤或者是絲杠自身的原因。當絲杆出(chū)現振動(dòng)時要及時處理,避免造成(chéng)零件的損壞(huài)和確保機床的安全加工,下麵就給大家講解一下絲杠振動的原因。熱賣(mài)龍門(mén)加工中心一(yī).絲杠安裝不(bú)當龍門加工中(zhōng)心的絲杠一般為傳(chuán)動精度較高的滾珠絲杠, 對於安裝的精度也有較高要求。安裝的過程中如(rú)果誤差較大,拖(tuō)板在運(yùn)動過程中會使絲杠產生彎曲變形,此後絲杆受力不(bú)均勻就會產生振(zhèn)動。二、絲杠螺母或拖(tuō)板的安裝連(lián)接不當安裝麵與基準(導軌)麵不垂直,龍門加工中心報價就是安裝麵與絲杠螺母接合麵不(bú)平行,導致絲杠螺母緊固螺釘(dìng)擰緊後迫(pò)使絲杠產生變形,發生振動現象。

程序設計有絕對程序設計和(hé)相對程序設計(jì)。熱賣龍門加工中(zhōng)心相對(duì)編程(chéng)是指以每一直線段的(de)起點作為加工輪廓曲線的坐標(biāo)原點(diǎn)所確定的坐標係。也就是說,相(xiàng)對規劃的坐標原點經常發生變化,當位移連續時,不可避免地會出現累積誤差。絕對編程是在整個加(jiā)工過程中,有相對統(tǒng)一的(de)基準點,即坐標原點,所以累積誤差小於相對編程。當NC車削工件時,龍門加工中心報價工件的徑向尺寸精度一般高於軸向尺(chǐ)寸。因此,在編程時,最好(hǎo)對徑向尺寸采用(yòng)絕對編程。考慮到加工和編程的方便性,軸尺寸通常采用(yòng)相對編程,但對於軸的重要尺(chǐ)寸,絕對編程比較好。
應能保證被(bèi)加工工(gōng)件的精度和表麵粗糙度。使加工路線(xiàn)Z短,減少空行程時間,提高加工效率。盡(jìn)量簡化數值計(jì)算的工作量,龍門加工中心報價簡化加工(gōng)程序。對於某些(xiē)重複使用的程序,應(yīng)使用子程序。數控加工有下列優點:大量減少工裝數量(liàng),加工形狀複雜的(de)零件不(bú)需要複雜的工裝。熱賣龍門加工中心如要改變零件的形狀和尺寸,隻需要(yào)修改零件加工程序,適(shì)用於新產品研製和改型。加工質量穩定,加工精度高,重複精度高,適應飛行器的加(jiā)工要求。

雕銑機遠離粉塵、液體飛濺(jiàn)和有腐蝕(shí)性氣體的環境。避免陽光直接照(zhào)射(shè),室內應配有良好的燈光照明(míng)設備。地基結實堅固、表麵平整,熱賣龍門加工中心雕銑機在正常工作時,不致(zhì)引起振動(dòng)。環境(jìng)應通風良好(hǎo),溫(wēn)度存0—35℃,相對濕度應小於75%。龍門(mén)加工中(zhōng)心報價廠房內有可靠的按地線,並使用帶有按地極(E極)的三極插座,接(jiē)地極必須與大地接觸良好。一般要求接地(dì)電阻(zǔ)小於10Ω

數控機床主軸軸承徑向和軸向遊(yóu)隙過(guò)大或過小是造成數控機床故障的主要原因。間(jiān)隙過大會使主軸跳動,車削出來的工件產(chǎn)生橢圓、熱賣龍門加工中心棱圓或波紋等,間(jiān)隙過小在高轉速時(shí)會使主軸(zhóu)發熱而損壞。數控機床調整(zhěng)時,先擰鬆(sōng)鎖緊螺釘(dìng)5和螺母4,數控加工中心報價,使軸承7的內圈(quān)相對主軸錐形軸頸向(xiàng)右移動,數控加工中心批發,由於錐(zhuī)麵的 作用,龍門加工中心報(bào)價軸承內圈產生徑向彈性膨脹,將滾子(zǐ)與內、外圈之間的間隙減少。數控機床調整合適後,應將鎖緊螺釘5和螺母4擰緊,軸承3的間隙可用螺(luó)母l調整。